氧化球團(tuán)生產(chǎn)線流程簡介
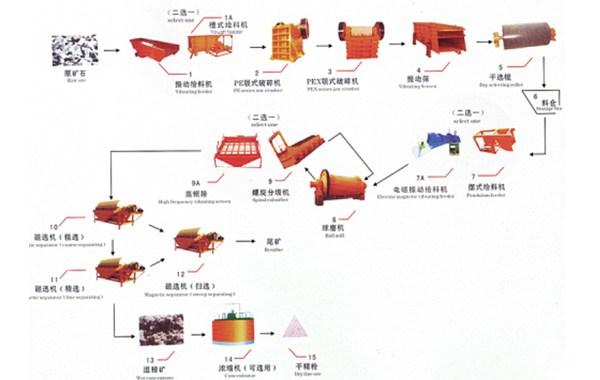
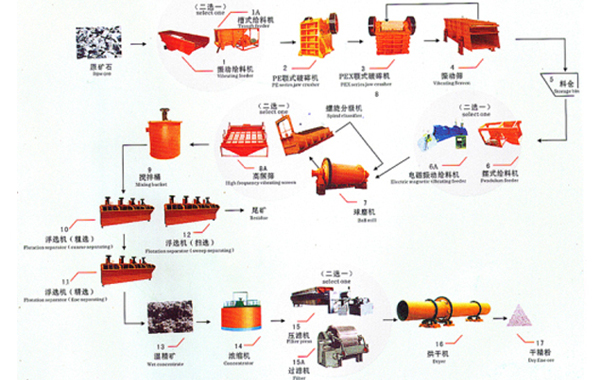
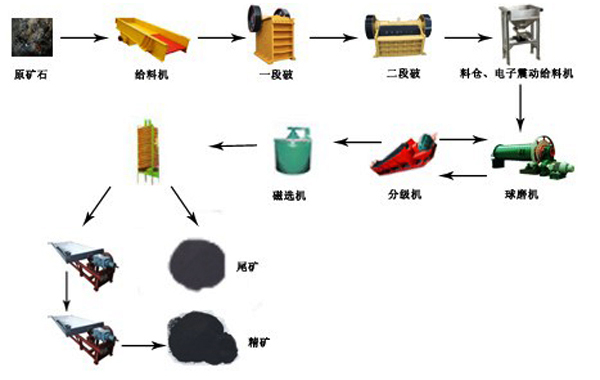
1. 工藝系統(tǒng)描述
1.1原料部分
1.1.1鐵精礦的受卸與堆存
為了保證球團(tuán)生產(chǎn)穩(wěn)定、均勻的原料供應(yīng)��,設(shè)計建有一精礦料場�����。
1.l.2鐵精礦的配料
在料場設(shè)有配料室����,赤鐵礦和磁鐵礦按比例在此進(jìn)行預(yù)配料。
1.1.3精礦干燥
來自料場的精礦�����,水分一般在10%左右����,遠(yuǎn)高于鐵精礦成球水分,因此必須進(jìn)行干燥脫水�����,降到8%左右�����。采用圓筒干燥機(jī)干燥
1.1.4潤磨
高壓輥磨工藝對于增加物料表面積�����,改善物料表面活性和提高生球強(qiáng)度有著顯著的作用���。
1.1.5膨潤土配料
為防止粘結(jié)劑的加入有可能對輥磨效果產(chǎn)生不良影響����,因此��,配料設(shè)在輥磨之后進(jìn)行���。粘結(jié)劑采用膨潤土,采用氣力輸送方式直接送至膨潤土配料槽�����。
1.1.6混合
為了保證微量粘結(jié)劑能與鐵精礦充分混勻�����,設(shè)計采用德國愛立許公司專有設(shè)備立式強(qiáng)力混合機(jī)進(jìn)行混勻作業(yè)��。生產(chǎn)實踐已證明該設(shè)備具有混勻效果好��,運(yùn)行可靠作業(yè)率高����,檢修更換方便,節(jié)能等特點�,已在國內(nèi)多條生產(chǎn)線上使用。
1.1.7造球
經(jīng)潤磨后的混合料與經(jīng)過粉碎后的不合格生球(<8mm����,>16mm)向圓盤造球機(jī)給料。合格生球8-16mm
1.1.8生球篩分和布料
生球的篩分��、布料采用擺動膠帶機(jī)+寬皮帶機(jī)+輥式篩分布料機(jī)等設(shè)備組合而成的聯(lián)合篩分布料裝置�����。
8~16mm的合格生球則經(jīng)布料很均勻地布到鏈篦機(jī)篦床上�����。
1.1.9生球干燥��、預(yù)熱
生球的干燥和預(yù)熱在鏈篦機(jī)上進(jìn)行����。
1.1.10氧化焙燒
球團(tuán)的焙燒固結(jié)在回轉(zhuǎn)窯中進(jìn)行。
1.1.11冷卻
從回轉(zhuǎn)窯排出的球團(tuán)溫度1249℃�����,必須冷卻至100℃以下方可進(jìn)行儲存和運(yùn)輸���。高溫球團(tuán)的冷卻采用風(fēng)冷�,在一臺環(huán)式鼓風(fēng)冷卻機(jī)上完成�。
1.1.12成品球團(tuán)礦輸出
鏈篦機(jī)一回轉(zhuǎn)窯工藝生產(chǎn)的氧化球團(tuán)礦�����,經(jīng)過篩分����,合格粒度的球團(tuán)經(jīng)皮帶機(jī)轉(zhuǎn)運(yùn)進(jìn)入露天成品堆場或成品庫儲存。不合格粒度的物料經(jīng)鏈斗輸送機(jī)排出��。為了工況異常時保護(hù)成品皮帶機(jī)�����,系統(tǒng)設(shè)有噴水降溫措施����。

 當(dāng)前位置 :
當(dāng)前位置 :











 聯(lián)系電話
聯(lián)系電話
 在線客服
在線客服
 掃描二維碼
掃描二維碼

 返回頂部
返回頂部